
Per migliorare le performance operative in fabbrica non servono sempre investimenti costosi. Prima di introdurre soluzioni tecnologiche particolarmente esose è opportuno concentrarsi su uno dei principi cardine della Lean Production: il metodo Kaizen, ovvero il miglioramento continuo a piccoli passi.
A fronte della richiesta dei clienti di tempi di consegna sempre più stringenti il primo passo che l’azienda deve compiere è quello di lavorare sulla definizione del modello di vendita con opportuni Service Level Agreement (SLA) verificandone la coerenza con la propria pianificazione della produzione. Se questo approccio non bastasse a dare i risultati sperati probabilmente occorre rivolgere lo sguardo alla fabbrica e verificare sul campo, tramite il metodo Kaizen, se ci sono spazi di miglioramento. In ogni caso bisognerà tenere in considerazione il vincolo della disponibilità economica: fare investimenti va bene purché siano focalizzati, giustificati e con un ritorno chiaro per l’azienda.
In questo articolo presentiamo un caso reale dell’applicazione del metodo Kaizen, in particolare per l’ottimizzazione di un processo produttivo di assemblaggio manuale in un’azienda, nostra cliente, che realizza portoni industriali di vario genere sia automatici che manuali, prevalentemente su commessa.
Il processo produttivo della nostra azienda è schematizzabile in due macro fasi:
- preparazione della carpenteria (taglio, piegatura e pressa);
- assemblaggio manuale delle diverse parti di carpenteria (come le ante) e degli accessori (per esempio maniglie e cariglioni).
Dalle analisi sul livello di servizio, emergeva che i tempi di produzione interni erano disallineati rispetto a quanto richiesto dal mercato nonostante fosse stato fatto un tentativo per impostare uno SLA coerente con le richieste dei clienti.
Abbiamo quindi deciso di focalizzare l’attenzione sulla verifica delle attività svolte durante l’assemblaggio e questo per due ragioni principali: la componente manuale della fase di assemblaggio era di gran lunga prevalente rispetto a quella di carpenteria, facendo quindi ipotizzare maggiori margini di recupero. Inoltre l'incidenza di questa fase sul lead time di produzione era significativa.
Dalle osservazioni effettuate direttamente in fabbrica è emerso che:
- tutte le ante dei portoni dovevano essere posizionate su cavalletti richiedendo così l'impiego di molto spazio;
- i cavalletti erano fissi e non consentivano né di raggiungere una altezza variabile né un passaggio agevolato tra le ante da parte degli operatori;
- era necessaria una risorsa che organizzasse i kit degli accessori per l’assemblaggio che venivano poi posizionati sulle ante in attesa di essere montati;
- gli operatori dovevano muoversi a zig-zag tra le ante per assemblare gli accessori kittati;
- gli strumenti di lavoro e di movimentazione erano condivisi generando attese tra gli operatori stessi.
Raccolte queste informazioni, insieme al team di lavoro composto da 2 capi officina e qualche operatore, abbiamo impostato il metodo Kaizen individuando alcune azioni di miglioramento per ottimizzare la fase di assemblaggio. Di seguito alcune di quelle più significative rispetto al rapporto costi/benefici riscontrati:
- le ante sono state gestite una per volta arrivando così a un utilizzo minore dello spazio di assemblaggio. Inoltre, gli operatori hanno iniziato a lavorare in postazioni fisse raggiungendo così facilmente qualsiasi punto dell’anta. Questo cambiamento ha comportato anche una modifica alla sequenza di lavorazione delle ante nella fase di carpenteria.
- abbiamo sostituito i cavalletti fissi con sostegni mobili in modo da raggiungere tutte le possibili altezze.
- abbiamo posizionato gli accessori direttamente sotto i sostegni mobili.
- abbiamo attrezzato i sostegni mobili con tutti gli strumenti di lavoro e di movimentazione in modo che ogni operatore avesse la disponibilità immediata della propria attrezzatura.
Inizialmente le azioni di miglioramento sono state testate su una postazione pilota permettendo di validare le soluzioni immaginate per ridurre i tempi di assemblaggio.
 Figura 1: postazione pilota
Figura 1: postazione pilotaEcco alcuni dei risultati raggiunti:
- I tempi di assemblaggio sono stati ridotti del 50%
- la maggior parte delle attrezzature sono state costruite in house
- le attività di assemblaggio sono state semplificate
- gli spostamenti degli operatori per la ricerca degli accessori sono diminuiti drasticamente.
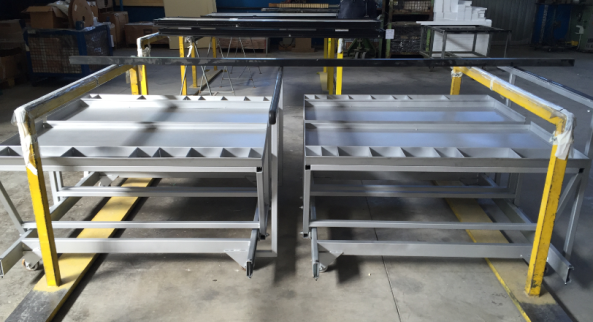 Figura 2: postazione realizzata in house
Figura 2: postazione realizzata in house

